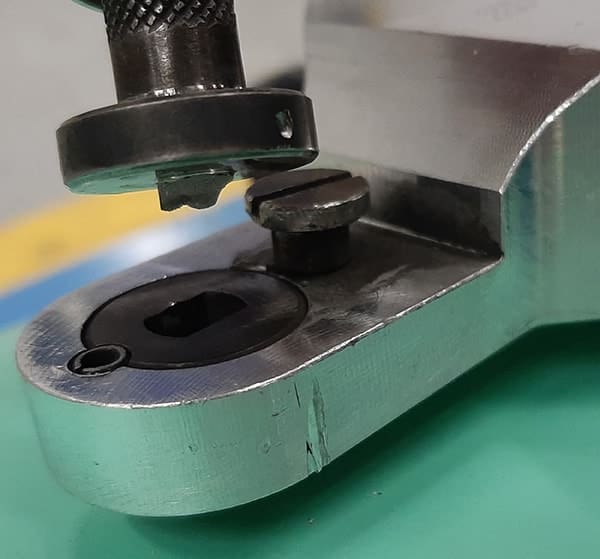
 Veel vliegtuigonderdelen worden op maat gemaakt in een verspanende machine. Hierin worden de onderdelen op een bed geplaatst en vastgehouden met klemmen. De machineoperator heeft de taak om tijdens het verspanen op specifieke momenten extra klemmen te plaatsen en andere klemmen te verwijderen. Het komt weleens voor dat de operator dit niet goed uitvoert, wat kan resulteren in een botsing van de frees tegen een klem. Naast schade aan de klem kan hierdoor ook schade aan het vaak kostbare onderdeel optreden.
Veel vliegtuigonderdelen worden op maat gemaakt in een verspanende machine. Hierin worden de onderdelen op een bed geplaatst en vastgehouden met klemmen. De machineoperator heeft de taak om tijdens het verspanen op specifieke momenten extra klemmen te plaatsen en andere klemmen te verwijderen. Het komt weleens voor dat de operator dit niet goed uitvoert, wat kan resulteren in een botsing van de frees tegen een klem. Naast schade aan de klem kan hierdoor ook schade aan het vaak kostbare onderdeel optreden.
In een recent geval van forse schade was een freesprogramma afwijkend ten opzichte van dat van drie vergelijkbare onderdelen. De operator nam onterecht aan dat – net zoals bij deze programma’s – de klem niet verwijderd hoefde te worden. Het systeem gaf wel een melding dat de operator een handeling moest uitvoeren, maar doordat er standaard veel meldingen op het scherm komen (die de operator moet wegklikken om door te gaan), viel deze specifieke melding niet op.
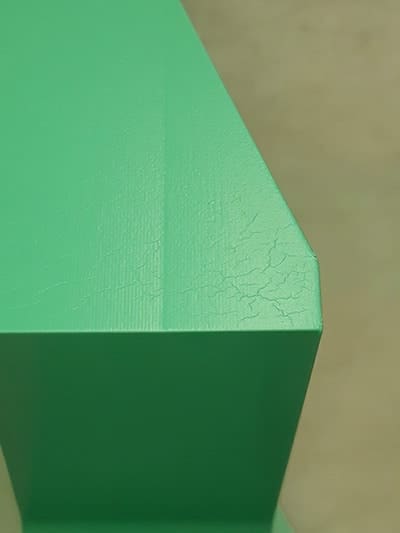 Een voorbeeld van een complex probleem binnen Fokker is het ontstaan van oppervlaktescheuren (craquelé) in de verf. In 2020 trad deze afwijking in de productie veelvuldig op. Reden om er een root cause-team erop te zetten. Samen met de spuiterij en specialisten werd het oorzaak-gevolg diagram opgesteld. Hieruit bleek dat er sprake was van niet één maar twee verschillende afwijkingen: cracking (grote scheuren) en crazing (haarscheurtjes) met elk een eigen oorzaak.
Een voorbeeld van een complex probleem binnen Fokker is het ontstaan van oppervlaktescheuren (craquelé) in de verf. In 2020 trad deze afwijking in de productie veelvuldig op. Reden om er een root cause-team erop te zetten. Samen met de spuiterij en specialisten werd het oorzaak-gevolg diagram opgesteld. Hieruit bleek dat er sprake was van niet één maar twee verschillende afwijkingen: cracking (grote scheuren) en crazing (haarscheurtjes) met elk een eigen oorzaak.
Cracking bleek een technische oorzaak te hebben: proces gerelateerd en afhankelijk van de batch van het primer-materiaal. Door het proces zó in te richten dat het drogen voorspelbaarder verloopt, ongeacht de variatie in primer-materiaal, is dit probleem vervolgens verholpen.
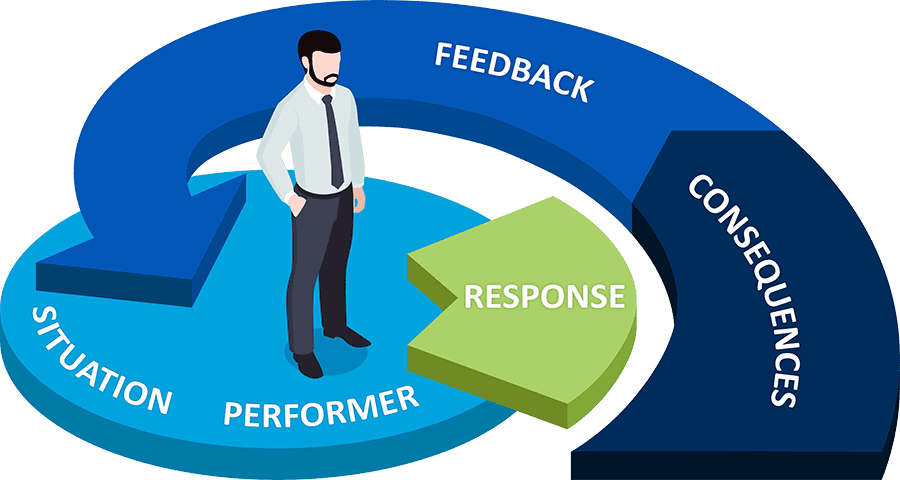
Crazing bleek operator afhankelijk: vanuit de analyse viel op dat deze afwijking optrad bij slechts 8 van de 29 spuiterij-operators (en bij dik 70 procent dus niet). Om de situatie beter te begrijpen en oorzaken te kunnen vinden, werd met alle operators individueel gesproken en werden de teamleiders en controleurs geïnterviewd. Hieruit kwam naar voren dat de spuiterij-operators niet altijd terugkoppeling kregen. De haarscheurtjes ontstonden namelijk tijdens het drogen van de verf, nádat ze hun werkzaamheden hadden afgerond. Door het ontbreken van directe feedback waren ze zich niet bewust van de gevolgen van hun werkwijze. Tegelijkertijd bleek er ook tussen twee teams verschil te zijn in de mate van craquelé. Door verder te kijken naar de performance-systemen van beide teams, konden deze verschillen uiteindelijk verklaard worden. Inmiddels zijn alle operators getraind in het juist voorbereiden van het product en het op de juiste wijze mengen van de verf. Mocht de afwijking in de toekomst toch weer optreden, dan zullen de operators zeker betrokken worden.